Member
- Bài viết
- 965
- Điểm tương tác
- 0
- Điểm
- 16
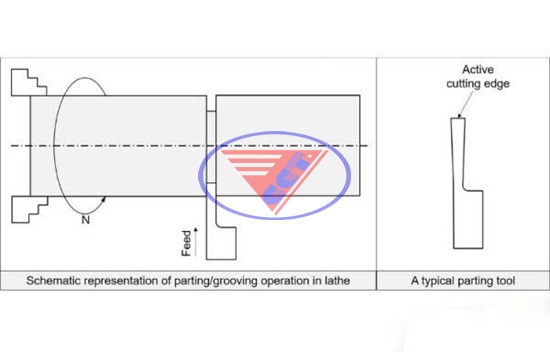
Dao tiện cắt đứt và tiện rãnh
bí quyết tiện rãnh
– lúc cắt đứt nên gá phôi sau cho mạch cắt sát vào mặt đầu của mâm cặp, dao cách mặt đầu của vấu cặp khoảng trong khoảng 3 – 5mm.
– mang 2 cách cắt cơ bản:
Cắt thẳng 1 mạch:
–Tiến dao vào bằng bàn trượt ngang, cứ thế ăn sâu vào tâm, không dịch chuyển xa dọc hoặc xa trên.
– cách này tiêu dùng để cắt phôi mềm hoặc phôi với tuyến đường kính nhỏ.
Cắt bằng bí quyết mở rộng rãnh:
– Tiến dao cắt bằng bàn trươt ngang, máy tiện cnc song song mở mang rãnh cắt bằng bước tiến dọc về cả 2 phía trong khoảng một – 2mm để tránh hiện tượng kẹt phôi trong rãnh cắt và cắt gọt tiện lợi
– phương pháp này dùng để cắt phôi cứng và phôi có các con phố kính lớn.
(Cắt bằng cách mở rộng rãnh lâu và hao phôi nhưng dao khó kẹt trong rãnh làm gãy dao)
– giả dụ phôi có con đường kính ko lớn, mặt cắt có yêu cầu chuẩn xác ko cao, có thể sử dụng dao với lưỡi cắt xiên so sở hữu tuyến đường tâm một góc 100 .
– giả dụ phôi có trục đường kính lớn, dao cắt ko nơi tâm được trong giả dụ này, lúc lưỡi cắt cách tâm từ hai – 3mm buộc phải rút dao ra khỏi rãnh, tắt máy và bẻ gãy phôi.
Chu trình tiện ren và tiện rãnh
tiện ren
mang tiện ren thì mỗi lần cất được thực hành có cộng tốc độ quay của trục chính. Cho việc nâng cao tốc và hãm lại của bộ phận trượt của đài dao xoay, người ta cần nơi quãng tuyến phố chạy vào và chạy ra (Hình bên dưới)
kích tấc của quãng các con phố chạy vào phôi và chạy ra khỏi phôi của dao cắt tùy thuộc vào khối lượng tăng tốc của bàn trượt mang đài dao xoay, được diễn tả qua chỉ sổ đặc biệt máy K và vận tốc dẫn tiến của nó.
Thí dụ: tiện ren loại M24x1,5 sở hữu V = 150m/phút.Tính n và quãng tuyến đường chạy vào ZE (chỉ số máy K= 600/phút)
Người ta có thể gán cho đoạn tuyến đường chạy ra trị số bằng 0. Sau ấy bàn trượt của đài dao xoay bắt buộc hãm lại tại vị trí nào được tự động xác định qua hệ điểu khiển. các lưu ý khi tiện rãnh đạt hiệu quả cao ví như cẩn đoạn các con phố dao chạy vào và chạy ra ngắn, người ta nên hạ vận tốc vòng quay, trong khoảng đấy vận tốc dẫn tiến giảm xuống.
Để chế tạo ren, hệ điểu khiển được sử dụng cẩn những thông số theo Bảng một.
giả dụ tọa độ trục X của điểm cuối khác biệt mang điểm khởi đẩu, như vậy người ta với thể tiện ren côn. Việc cung cấp số liệu về góc đỉnh ren là cẩn thiết vì nhờ đấy chuyển di tiến cắt của hông dao có thể thực hiện được để tạo phoi phải chăng hơn (Hình bên dưới).
tại trích đoạn của chương trình tiện ren CNC, trong câu lệnh N80 công cụ được chạy đến điểm xuất phát phụ (Hình bên dưới).
những tham số cắt gọt cẩn thiết được nạp vào trong những câu lệnh N85 và N90. mang lệnh gọi chu trình tiện ren L97 tại câu lệnh N95 đưa đến chấm dứt hoạt động của chương trình con. tại một đôi hệ điều khiển, các thông số được lập trình chung sở hữu 1 chức năng đặc biệt G, qua đó chu trình tiện ren CNC được khởi động.
www.machineshop.vn
bí quyết tiện rãnh
– lúc cắt đứt nên gá phôi sau cho mạch cắt sát vào mặt đầu của mâm cặp, dao cách mặt đầu của vấu cặp khoảng trong khoảng 3 – 5mm.
– mang 2 cách cắt cơ bản:
Cắt thẳng 1 mạch:
–Tiến dao vào bằng bàn trượt ngang, cứ thế ăn sâu vào tâm, không dịch chuyển xa dọc hoặc xa trên.
– cách này tiêu dùng để cắt phôi mềm hoặc phôi với tuyến đường kính nhỏ.
Cắt bằng bí quyết mở rộng rãnh:
– Tiến dao cắt bằng bàn trươt ngang, máy tiện cnc song song mở mang rãnh cắt bằng bước tiến dọc về cả 2 phía trong khoảng một – 2mm để tránh hiện tượng kẹt phôi trong rãnh cắt và cắt gọt tiện lợi
– phương pháp này dùng để cắt phôi cứng và phôi có các con phố kính lớn.
(Cắt bằng cách mở rộng rãnh lâu và hao phôi nhưng dao khó kẹt trong rãnh làm gãy dao)
– giả dụ phôi có con đường kính ko lớn, mặt cắt có yêu cầu chuẩn xác ko cao, có thể sử dụng dao với lưỡi cắt xiên so sở hữu tuyến đường tâm một góc 100 .
– giả dụ phôi có trục đường kính lớn, dao cắt ko nơi tâm được trong giả dụ này, lúc lưỡi cắt cách tâm từ hai – 3mm buộc phải rút dao ra khỏi rãnh, tắt máy và bẻ gãy phôi.
Chu trình tiện ren và tiện rãnh
tiện ren
mang tiện ren thì mỗi lần cất được thực hành có cộng tốc độ quay của trục chính. Cho việc nâng cao tốc và hãm lại của bộ phận trượt của đài dao xoay, người ta cần nơi quãng tuyến phố chạy vào và chạy ra (Hình bên dưới)
kích tấc của quãng các con phố chạy vào phôi và chạy ra khỏi phôi của dao cắt tùy thuộc vào khối lượng tăng tốc của bàn trượt mang đài dao xoay, được diễn tả qua chỉ sổ đặc biệt máy K và vận tốc dẫn tiến của nó.
Thí dụ: tiện ren loại M24x1,5 sở hữu V = 150m/phút.Tính n và quãng tuyến đường chạy vào ZE (chỉ số máy K= 600/phút)
Người ta có thể gán cho đoạn tuyến đường chạy ra trị số bằng 0. Sau ấy bàn trượt của đài dao xoay bắt buộc hãm lại tại vị trí nào được tự động xác định qua hệ điểu khiển. các lưu ý khi tiện rãnh đạt hiệu quả cao ví như cẩn đoạn các con phố dao chạy vào và chạy ra ngắn, người ta nên hạ vận tốc vòng quay, trong khoảng đấy vận tốc dẫn tiến giảm xuống.
Để chế tạo ren, hệ điểu khiển được sử dụng cẩn những thông số theo Bảng một.
giả dụ tọa độ trục X của điểm cuối khác biệt mang điểm khởi đẩu, như vậy người ta với thể tiện ren côn. Việc cung cấp số liệu về góc đỉnh ren là cẩn thiết vì nhờ đấy chuyển di tiến cắt của hông dao có thể thực hiện được để tạo phoi phải chăng hơn (Hình bên dưới).
tại trích đoạn của chương trình tiện ren CNC, trong câu lệnh N80 công cụ được chạy đến điểm xuất phát phụ (Hình bên dưới).
những tham số cắt gọt cẩn thiết được nạp vào trong những câu lệnh N85 và N90. mang lệnh gọi chu trình tiện ren L97 tại câu lệnh N95 đưa đến chấm dứt hoạt động của chương trình con. tại một đôi hệ điều khiển, các thông số được lập trình chung sở hữu 1 chức năng đặc biệt G, qua đó chu trình tiện ren CNC được khởi động.
www.machineshop.vn
